江苏千枫慕环境工程有限公司 专业的喷漆房、烘干房、涂装生产线、RTO、除尘器、催化燃烧、沸石转轮的厂家
服务热线: 0515-83817555

来源:江苏千枫慕环境工程有限公司 发布日期:2025-11-25 0次浏览
在工业生产高速发展的今天,挥发性有机物排放已成为大气污染的重要源头。
从化工车间的刺鼻气味到涂装车间的溶剂挥发,从印刷厂的油墨扩散到制药厂的溶剂残留,这些看似微小的气体分子正以每年数千万吨的规模涌入大气,不仅加剧雾霾形成,更对人体神经系统、呼吸系统造成不可逆损伤。
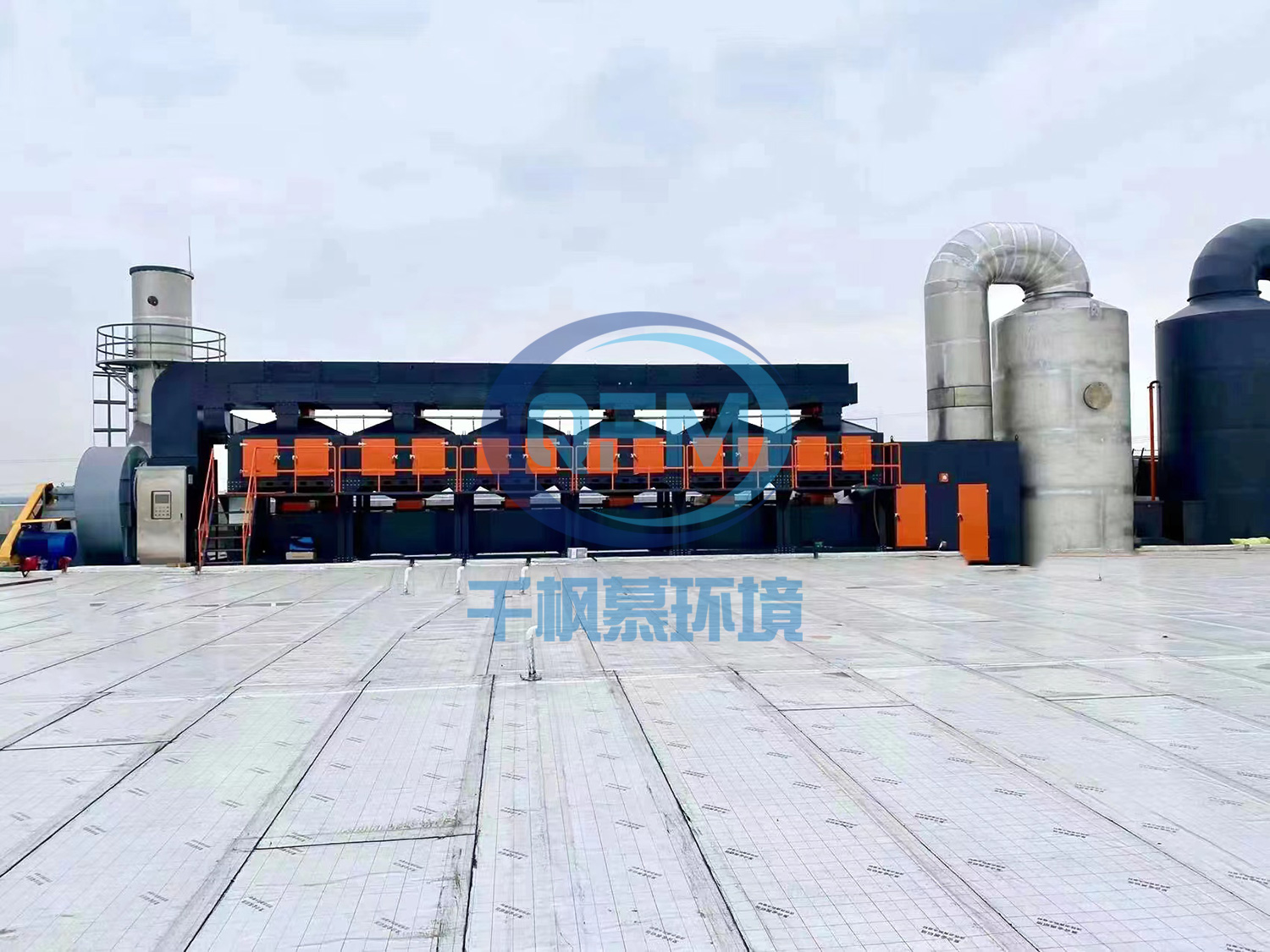
在此背景下,催化燃烧设备凭借其高效、节能、环保的显著优势,成为破解工业废气治理难题的关键技术装备。
现代催化燃烧设备已形成标准化模块化体系,其核心构成包括:
智能预处理系统:采用三级过滤装置,第一级拦截5μm以上颗粒物,第二级去除油雾,第三级通过分子筛吸附极性物质。某电子元件厂实测表明,该系统可将废气中颗粒物浓度从50mg/m³降至0.5mg/m³以下。
高效换热矩阵:板式换热器与蓄热式陶瓷体组合应用,使热回收效率突破85%。某化工企业通过余热回收系统,将催化燃烧产生的热量用于原料预热,年减少天然气消耗3000m³。
催化反应核心:以铂钯合金为活性组分的蜂窝陶瓷催化剂,比表面积达1200m²/g,在250℃即可实现苯系物99.9%的转化率。新型稀土复合催化剂的研发,更将催化剂寿命从8000小时延长至15000小时。
数字孪生控制系统:通过128个温度、压力、浓度传感器构建三维数据模型,实现反应条件动态优化。某印刷企业应用该系统后,催化剂更换周期延长40%,设备综合故障率下降至0.3%/年。





 邮箱qianfengmu@163.com
邮箱qianfengmu@163.com 地址盐城市大丰区常州高新区纬三路北侧、常州路东侧
地址盐城市大丰区常州高新区纬三路北侧、常州路东侧